






Ms. Jenny Wang
Was kann ich für Sie tun?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Zahlungsart:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES
Minimum der Bestellmenge:1 Set/Sets
Transport:Ocean,Air,Land,Express
Hafen:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
Modell: CT-11006
Marke: Ceeto
Herkunftsort: China
Forming -Methode: Kunststoffspritzguss
Produktmaterial: Kunststoff
Produkt: Haushaltsprodukt
Shaping Mode: Injection Mould
Surface Finish Process: Polishing
Mould Cavity: Single Cavity
Plastic Material: HDPE
Process Combination Type: Single-Process Mode
Application: Commodity
Runner: Hot Runner
Design Software: UG
Installation: Fixed
Certification: ISO
Standard: DME
Customized: Customized
Verpakung: Holzbox
Produktivität: 500000shots/mold life
Transport: Ocean,Air,Land,Express
Ort Von Zukunft: China
Unterstützung über: 10sets/month
Zertifikate : ISO
HS-Code: 8480790090
Hafen: Ningbo,Shanghai,Shenzhen
Zahlungsart: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES




Kistenformtechnische Punkte. Bei der korrekten Fehlerbehebung sollte ein systematischer Ansatz zur Problemlösung gewählt werden. Es gibt zwei Arten von Fehlern: Probleme bei der Qualitätskontrolle und Probleme beim Produktionsstart. Wurde in der Vergangenheit ein Werk erfolgreich hergestellt, entspricht das Produkt jedoch nicht mehr dem Standard, liegt ein Problem mit der Qualitätskontrolle vor. Diese Probleme sind auf Änderungen einiger Prozessfaktoren zurückzuführen. Um diese Probleme zu lösen, müssen Sie feststellen, was sich geändert hat, und den Prozess in einen geeigneten Zustand zurückversetzen. Probleme zu Beginn der Produktion treten bei der Inbetriebnahme eines neuen Werkzeugs oder einer neuen Maschine auf.
Die meisten Qualitätskontrollprobleme werden durch Prozessbedingungen, Materialien oder Wartung von Maschinen und Formen verursacht. Wenn das Problem nach dem Materialwechsel auftritt, versuchen Sie es mit einer anderen Charge. Es wird empfohlen, eine Probe der vorherigen Materialcharge aufzubewahren.

Wenn die Einstellung der Matrize auf zuvor erfolgreichen Werkstücken basiert, überprüfen Sie die ursprünglichen Einstellbedingungen. Wenn die Form zur Verwendung auf eine andere Maschine verlagert wird, sind möglicherweise geringfügige Anpassungen für die neue Maschine erforderlich. Wenn die Matrize während ihrer Ausfallzeit geändert wird, Möglicherweise ist eine Prozessanpassung erforderlich.
Um die zu Beginn der Produktion auftretenden Probleme zu lösen, ist es erforderlich, den Materialbereich zu bestimmen, um sicherzustellen, dass unter bestimmten Bedingungen ein qualifiziertes Werkstück hergestellt werden kann.
Die Prozessbedingungen werden zuerst in der Mitte des Materialbearbeitungsbereichs festgelegt, und dann wird der Prozess angepasst, um alle beobachteten Probleme zu lösen. Wenn es nicht möglich ist, ein erfolgreiches Artefakt zu erzeugen, bestimmen Sie, welche Variablenkombinationen geändert werden müssen, um zu lösen Diese Änderungen können die Materialauswahl, die Maschinenauswahl und / oder die Neugestaltung von Formen umfassen.

Technische Probleme beim Start der Produktion für Kistenformen
Schweißfehler
NG entlüften
Die Entlüftung befindet sich an der Endabfüllstelle und am vorderen Ende der Verbindungsschmelze
Erhöhen Sie die Entlüftungsgröße.
Schmelztemperatur ist zu niedrig
Erhöhen Sie die Schmelz- und / oder Düsentemperatur.
Einspritzgeschwindigkeit erhöhen.
Mangel an Plastik und Anzeichen von Verbrennungen
Eingeschlossene Luft und schlechte Abgase.
Belüftungsöffnungen verbessern und / oder in verbrannte Bereiche bringen.
Mangel an Plastik, aber kein Abbrennen
Material ist nicht genug
Erhöhen Sie das Injektionsvolumen, falls dies nicht möglich ist. Übertragen Sie es auf eine größere Maschine.
Toreinlassblock
Geschwindigkeit und Gegendruck reduzieren.
Senken Sie die Temperatur auf der Rückseite des Fasses.
Einspritzdruck reicht nicht aus
Einspritzdruck erhöhen
Materialviskosität ist zu hoch.
Einspritzgeschwindigkeit erhöhen.
Erhöhen Sie die Verarbeitungstemperatur.
Verwenden Sie niedrigviskose Verbundwerkstoffe.
Vergrößern Sie die Größe der Tore und Läufer.
Überlaufkistenform
Zu hoher Einspritzdruck
Reduziert den Einspritzdruck und die Einspritzdauer.
Material ist zu viel
Einspritzmenge reduzieren.
Materialviskosität ist zu niedrig
Einspritzgeschwindigkeit reduzieren.
Verarbeitungstemperatur reduzieren.
Schimmel locker
Trennflächen bearbeiten oder schleifen.
Zu wenig Spannkraft
Verwenden Sie hochviskose Verbundwerkstoffe.
Erhöhen Sie die Klemmkraft.
Entlüftungsdicke reduzieren.
Auf eine größere Maschine übertragen.
Pore oder Zusammenbruch
Im Werkstück treten Poren auf. Der Kollaps löst sich von der Formwand
Unzureichender Fülldruck beim Erstarren.
Fülldruck erhöhen und Zeit verlängern.
Erhöhen Sie die Größe des Tors.
Übertragen Sie das Tor zum dicksten Teil.
Läufergröße erhöhen.
Materialschrumpfung und schmelzende Materialien sind Mangelware
Wandstärke reduzieren
Luftblasen
Die Oberfläche des Werkstücks wölbt sich auf Blasen.

Luftfalle
Ändern Sie die Position des Tors oder ändern Sie den Durchflussweg.
Ein Stift ist an dem Teil angeordnet, um das Phänomen der eingeschlossenen Luft zu beseitigen.
Die Ablaufverfolgung und Rückwärtsbefüllung
Füllen Sie von dünn nach dick.
Torposition auf ein dickeres Teil übertragen.
Die Ablaufverfolgung
Schatten
Die Oberfläche ist unregelmäßig.
Radiale Wellen.
Die Ablaufverfolgung
Falten
Dieser Bereich ist nicht gleichmäßig gefüllt.
Ändern Sie die Angussposition, um die Schmelze auszugleichen oder den Kanaldurchmesser zu verringern.
Spiralflussmuster
Hohe Schmelzviskosität.
Erhöhen Sie die Verarbeitungstemperatur.
Einspritzgeschwindigkeit erhöhen.
Torgröße reduzieren.
Ändern Sie den Tortyp.
Ändern Sie die Torposition, um einen Aufprall zu erzielen.
Kette.
Anisotrope Kontraktion.
Durch Ändern der Angussposition fließt die Schmelze nur in eine Richtung.
Hohe Restformspannung
Erhöhen Sie die Verarbeitungstemperatur.
Packdruck reduzieren.
Werkzeugtemperatur erhöhen.
Oberflächendefekte
Ungleichmäßige Glanzstellen
Hochmolekulare Komposite werden in hochglanzpolierten Formen verarbeitet.
Verwenden Sie stattdessen das Kompositmaterial mit niedrigerem Molekulargewicht.
Der Formhohlraum wird in eine strukturierte Oberfläche umgewandelt (elektronische Entladungsbearbeitung, Sandstrahlen usw.).
Oberflächendefekte
Silber- oder Radialmarkierungen
Das Material ist kontaminiert.
Auf Feuchtigkeit (Kondenswasser) oder trockenes Material prüfen.
Überprüfen Sie das recycelte Material auf Verunreinigungen oder Feuchtigkeit. Trocknen Sie es bei Bedarf.
Einspritzgeschwindigkeit reduzieren.
Hoher Scherkoeffizient.
Erhöhen Sie die Verarbeitungstemperatur.
Erhöhen Sie die Größe des Tors.
Abstreifermarke
zu weich beim entformen.
Die Schließzeit verlängern.
Werkzeugtemperatur reduzieren.
Verarbeitungstemperatur reduzieren.
Wechseln Sie zur einfacheren Entformung zu einer strukturierten Formoberfläche.
Erhöhen Sie die Größe der Abstreifstange.
Erhöhen Sie die Ziehneigung des Werkstücks.
Wandstärke reduzieren.
Verwenden Sie Verbundwerkstoffe, die Formtrennmittel enthalten.
Verwenden Sie härtere Verbundwerkstoffe.
Brandgeruch
Vergilbung des Werkstücks
Materialabbau.
Ersetzen Sie die Maschine und prüfen Sie, ob das Problem erneut auftritt.
Reduzieren Sie die Verarbeitungstemperatur (besonders auf der Rückseite des Zylinders).
Reduzieren Sie das Mischungsverhältnis von recycelten Materialien.
Verkürzen Sie Ihren Aufenthalt.
Ersetzen Sie die Maschine nach dem Parken.
Wechseln Sie zu einer kleineren Maschine.
Reduzieren Sie die Temperatur des Heißkanalsystems.
Den Totwinkel des Heißkanalverteilers minimieren.
Das Werkstück wird an die Seite der Halbform oder der festen Form geklebt
Fehlende Auslösekraft.
Sandstrahl Ein halber Würfel.
Polierte B-Hälfte sterben.
Verwenden Sie einen Halbkühler.
Stellen Sie den Verriegelungsstift auf den B-Halbmodus.
Erhöhen Sie den Zeichnungswinkel des Werkstücks in der halben Matrize.
Beim Entformen wird das Werkstück geklebt
Fehlende Auslösekraft.
Die Schließzeit verlängern.
Werkzeugtemperatur reduzieren.
Verarbeitungstemperatur reduzieren.
Füllung und Druckhaltung reduzieren.
Sandstrahlen B Halbdüse.
Erhöhen Sie die Größe der Abstreifstange.
Erhöhen Sie die Anzahl der Abstreifleisten.
Erhöhen Sie die Ziehneigung des Werkstücks.
Luftstrippen einstellen.
Ungleichmäßige Farbe
Schlechter Dispersionsprozess.
Erhöhen Sie den Gegendruck und / oder die Schneckendrehzahl.
Wechseln Sie den Träger des Farbmasterbatches zu dem Material mit niedrigerem Schmelzpunkt.
Verschmutzung.
Überprüfen Sie, ob die recycelten Materialien sauber sind.
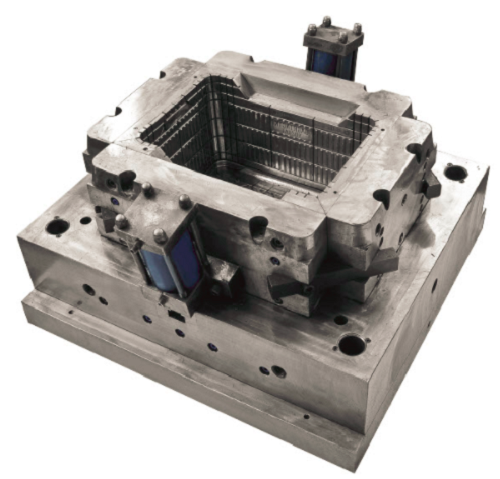
Wir haben auch die Kistenform mit 1 Kavität, 2 und 4 Kavitäten und die Stapelform mit 4 Kavitäten durchgeführt. CRATE MOULD, Formen für Kunststoffkisten, Formen für Kunststoffkisten, Kistenformteile, chinesischer Hersteller von Kistenformen.


Detaillierte Beschreibung der Kunststoffpalettenform
Unser Service
Qualitätskontrolle
Messschieber und KMG-Messgeräte müssen verwendet werden, um kritische Abmessungen von Kunststoffspritzgussformen zu überprüfen. Einige wichtige Punkte müssen drei- oder viermal überprüft werden und es müssen Maßberichte erstellt werden. Für alle "NG" -Punkte werden wir sie erneut überprüfen und wissen, wie Verbesserung der Formen.


Wir erwarten Ihre Anfrage, ob Kunststoffpalettenformen oder Kunststoffpalettenprodukte, wir unterbreiten Ihnen einen angemessenen Preis mit hochwertigen Formen und Produkten. Willkommen zu Ihrem Besuch bei uns, wir freuen uns auf Ihre Kontaktaufnahme. Vielen Dank.









