








Ms. Jenny Wang
Was kann ich für Sie tun?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Zahlungsart:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU
Minimum der Bestellmenge:1000 Set/Sets
Transport:Ocean,Air,Land,Express
Hafen:Ningbo,Shanghai
$10000≥1000Set/Sets
Modell: CT-10875
Marke: Ceeto
Herkunftsort: China
Forming -Methode: Kunststoffspritzguss
Produktmaterial: Kunststoff
Produkt: Haushaltsprodukt
Shaping Mode: Injection Mould
Surface Finish Process: Polishing
Mould Cavity: Single Cavity
Plastic Material: ABS
Process Combination Type: Single-Process Mode
Application: Household Appliances
Runner: Hot Runner
Design Software: UG
Installation: Fixed
Certification: ISO
Standard: HASCO
Customized: Customized
Verpakung: Holzbox
Produktivität: 500000shots/mold life
Transport: Ocean,Air,Land,Express
Ort Von Zukunft: China
Unterstützung über: 5sets/month
Zertifikate : ISO
HS-Code: 8480790090
Hafen: Ningbo,Shanghai
Zahlungsart: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU
Injektionsform für Kühlschrankschublade
Wie entworfene ich eine gute Struktur der Kernmechanismus in der Kühlschrankschubladen-Kunststoff-Injektionsform?
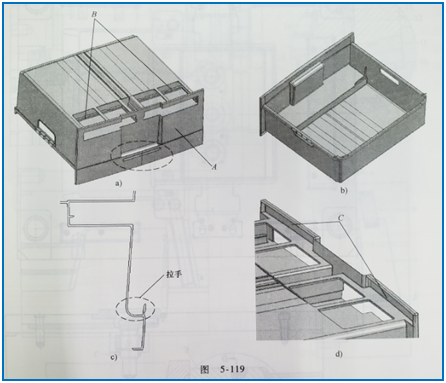
Bitte schauen Sie sich A, B im Pfeilbereich an, das in kritischen Punkten gesprochen wird. Wie wir wissen, dass diese beiden Bereiche etwas ganz Besonderes sind, muss in beiden Seitenbereichen in der Kühlschrankschublade-Kunststoff-Schimmelpilzdesign-Spezifikation in den Kühlschrankschubladen ein Slider-Kernverpackungsdesign verwendet werden. Möglicherweise bemerken Sie jedoch, dass der im Kreis in Bild A hervorgehobene Innenschlitz, den er in dieser Kunststoffschublade galt, als Griff bezeichnet wird. Möglicherweise sehen Sie es im Abschnitt wie Bild c). In Bezug auf die Schimmelpilzstruktur der Kühlschrankschublade muss dieser Rillen oder diesen Schlitz einen Schieberegler nach oben verwenden, um die Form freizusetzen. Da es auf dieser Seite jedoch einen großen Kernschieberschreiber gegeben hat, kann nur die Kernwinkel-Lifterstruktur im sekundären Kernschieberegler verwendet werden. Bitte schauen Sie sich das Bild d an. D) dass es zwei innere Clips gibt, Clips konnten nicht normal abgesetzt werden, und Schieberegler müssen ebenfalls verwendet werden.
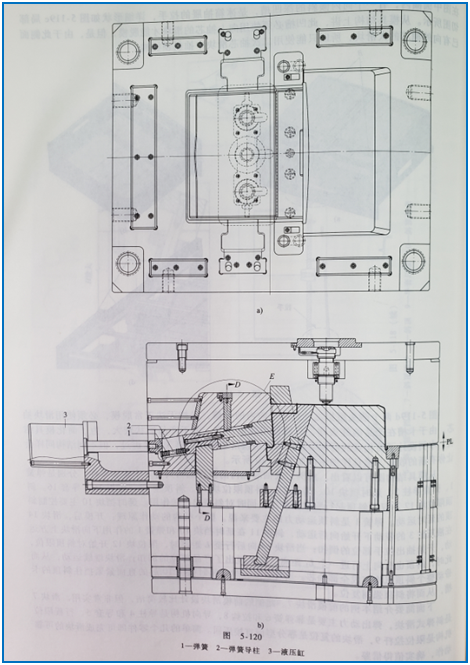
1- Feder 2- Federführer Säule 3-Hydraulikzylinder
Wie aus dem Kühlschrankschubladen -Kunststoff -Injektionsform -Strukturdiagramm ersichtlich ist, gibt es 8 wichtige Führungskräfte in der Winkelhelferstruktur der sekundären Kern -Ziehstruktur: Feder 1, Federführer Säule 2, Verzögerungsblock 10, Winkellifter 11, Winkelhebenungsgrenze Block 12, Winkelliftersitz 13, Pressplatte 15, Führungshülle 16. Der Winkellifterblock 12 spielt nicht nur die Rolle der Schlaganfallgrenze, sondern spielt auch eine große Stopprolle für den Winkelhelfer. Verzögerungsblock 10 steuert hauptsächlich die Verzögerungsbewegung des Winkelhebers. Feder 1 ist die Quelle für den Winkellifter, das sich bewegt.
Das Wirkungsprinzip der gesamten Organisation: Nach dem Öffnen der Form bewegt sich der Schleifblock 14 unter dem Antrieb des Hydraulikzylinders 3 nach hinten, der Schräg 11 bewegt sich den Schieber und beginnt, die umgekehrte Schnalle des Griffs herauszuziehen, und wenn sich der Schieberegler 14 nach hinten nach L -Abstand bewegt, begrenzt Block 12 den Winkelheber. Zu diesem Zeitpunkt hat sich der Winkelheber ebenfalls in einen Abstand von L1 nach oben bewegt, vollständig aus der umgekehrten Schnalle des Produktteils, und der Schleifblock bewegt sich weiterhin und treibt so die gesamte Winkelhelferstruktur, um das gesamte Kernzug zu vervollständigen. Wenn der Schieberegler zurückgesetzt wird, befindet sich die gerade Fläche des Verzögerungsblocks 10 fest auf dem Schlitz des Winkelhebers, wodurch der Winkelheber zum Zurücksetzen gezwungen wird.
4- Führungssäule 5,16- Führungsbuchse 7-Cavity Sliders 8-Pull-Haken 9-limit
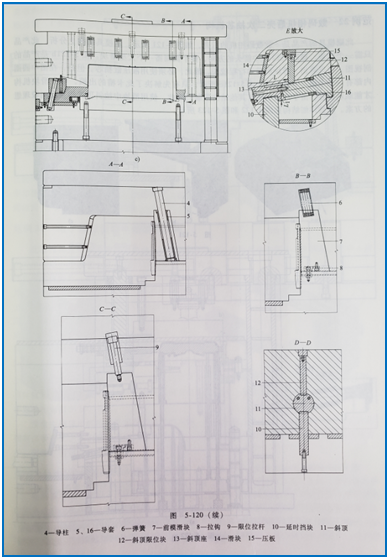
Wir sprechen auf dem Bild über Hohlraum -Schieberegler Nr. 7. Dieses Design für Hohlraum -Schieberegler von Kühlschrankschubladen -Plastik -Injektionsform ist sehr einfach und sowie anwendbar, der Schieberegler 7 wird von der Feder angetrieben, wie z. Der Reisegrenzemechanismus ist der Grenzwert Stange 9, Wenn der Schieberegler zurückgesetzt wird, wird er direkt von der Abschiedsfläche zurückgedrückt. Dies ist ein sehr gutes Design für Kühlschrankschubladen -Kunststoff -Injektionsform und auch sehr wichtig, damit ein Kunststoffform -Design lernen kann.
Ceeto Company verfügt über viele Jahre Erfahrung im Design der Kühlschrankschubladen -Plastik -Injektionsform. Wenn Sie Fragen haben, hinterlassen Sie bitte eine Nachricht für uns, wir freuen uns sehr, Ihnen bald eine Antwort zu geben.
Die Produktionskapazität für Formen ist etwa 400 Sätze pro Jahr. Detaillierte Schimmelbeschreibung, Schimmelpilzdesign-Software: UG, Pro-E, Solidwork , Formhohlraum ist Einzelhöhle, Schimmelpilzbasis können LKM, DME, HASCO, Punch usw. sein, Schimmelpilze und Kernstahl ist 2738 oder P20 (HRC 38-42 ), Typ des Gate ist Hot Runner (Direct Gate) und der Name der Hot Runner-Marke ist Formmeister. Zykluszeit: 35 'und die Vorlaufzeit des Schimmelpilzes sind 60 Tage von der Genehmigung von Schimmelpilzdesign bis zum ersten Schuss, Ejektionssystem: EJ -Ektoren -Stifte.

Unser Kernwettbewerb
Bearbeitungsvorgang
Hochgeschwindigkeits-EDM-Mahlen
Waffenbohrbearbeitung


FAQ:
F1: Wie kontrollieren Sie die Qualität?
Wir folgen streng der Produkte 2D -Zeichnung, um Bremssättel und CMM -Messgeräte zu verwenden , um die kritischen Abmessungen von Kunststoffform oder Kunststoffprobenteilen zu überprüfen und Berichte für jeden Formmut -Versuch T0, T1, T2 aufzuschreiben ...
F2: Wie lange werden Sie für das Schimmeldesign dauern?
In Bezug auf Kühlschrankschubladen -Kunststoffform starten wir DFM und senden DFM -Bericht an den Kunden, wenn wir das 2D- und 3D -Modell des Produkts erhalten. Wir beginnen das Schimmelpilzdesign, wenn wir die Genehmigung für DFM erhalten. Es dauert 1 Woche, bis das Design des groben Schimmelpilzes abgeschlossen und einreichen wird Wenn der Kunde überprüft wird, können wir das Schimmeldesign verbessern und alle Komponenten, einschließlich des Abkühlens, nach dem Feedback des Kunden abschließen. 2 Wochen werden hinzugefügt, bis wir die Genehmigung des Schimmelpilzdesigns vom Kunden erhalten haben.
F3: Machen Sie vor dem Versand einen Trockenzyklus für die Form?
Ja, wir haben vor dem Versand immer Trockenzyklus implementiert, der leere Zyklus beträgt ungefähr 2000 Mal. Es wird die Schimmelpilzfunktion überprüft , um Schäden zu vermeiden, wenn Schimmel auf die Kundenstelle versendet wird.









